Immaginiamo il caso di un’azienda, costituita da due reparti produttivi, il primo di generazione del semilavorato (1.000 m2 /giorno), il secondo di conversione in prodotto finito (800 m2 /giorno), che lamenta mancanza di spazio a causa dell’enorme quantità di semilavorato presente.
Il plant manager richiede al responsabile Lean di svolgere un’analisi interna, che evidenzia i seguenti punti:
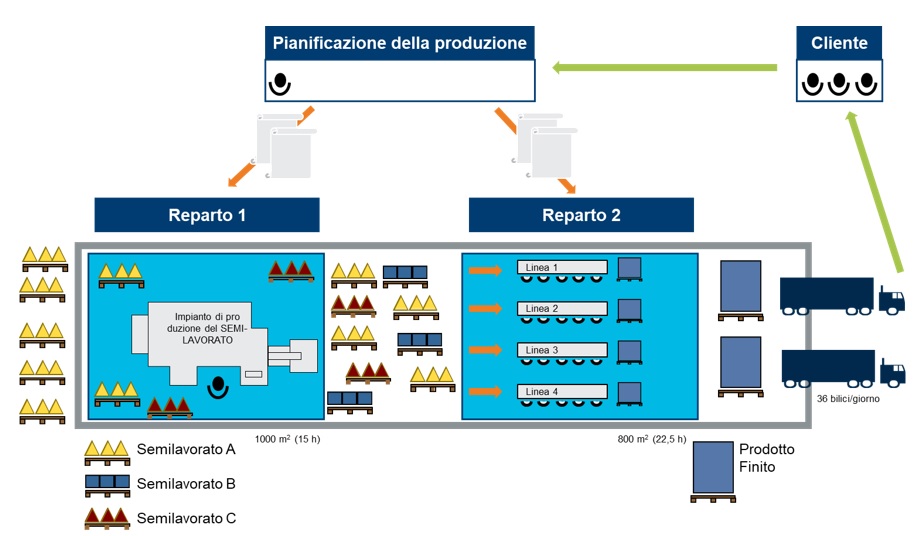
- Elevato stock per presenza obsoleti o materiale a bassa rotazione;
- Ordini inseriti direttamente nel piano di produzione, per “accontentare” il cliente;
- Scarsa visibilità del commerciale del livello di stock di semilavorato e della data di disponibilità del prodotto finito;
- Difficoltà del pianificatore nel schedulare gli ordini accorpandoli per lotti con caratteristiche simili.
Se foste il plant manager, quali decisioni prendereste (o una più risposte)?
a) Aumentare lo spazio disponibile tra i due reparti produttivi in modo che il WIP disposto e identificato correttamente;
b) Aumentare la capacità produttiva delle linee di conversione in modo che si riduca il buffer Intermedio tra i due reparti;
c) Svolgere un’analisi ABC dello stock e promuovere una campagna promozionale per le referenze a rischio obsolescenza / bassa rotazione;
d) Assumere un programmatore che rielabori gli ordini secondo una “logica operativa”;
e) Definire un processo di S&OP,per mediare le esigenze commerciali e della produzione e un processo di gestione ed evasione degli ordini.
 (0)Dislike
(0)Dislike (0)
(0)Raffaella Graziano
Raffaella Graziano ha svolto una precedente esperienza in EFESO Consulting in ambito operations. In particolare ha affiancato i team in progetti di Shop Floor Management®, 5S, ottimizzazione dei cicli di lavoro e line design in contesti automotive, chimico e tessile. Ha approfondito lo studio delle metodologie della Lean production in contesti manufatturieri (Value Stream Mapping, Current State e Future State) mirate alla riduzione degli sprechi attraverso una riorganizzazione «snella» dei flussi produttivi. In ambito Lean Office ha seguito progetti di 5S negli uffici e di Business Process Reengineering in funzioni Amministrazione, Marketing & Sales in contesti FMCG. Recentemente ha acquisito esperienza nella mappatura E2E dei processi con l’obiettivo di aumentare la performance di servizio, focalizzandosi in particolare sui temi di pianificazione (S&OP) e programmazione della produzione. Tra le principali competenze: 5S, Shop Floor Management©, Lean flow, Lean office, Business process reengineering, S&O planning